Spostrzeżenia motoryzacyjnego łańcucha dostaw: Podręcznik wyboru przetwarzania powierzchni i powłoki
W tym artykule koncentruje się na procesach oczyszczania powierzchni i powlekaniu dla elementów łącznych, zapewniając dogłębną analizę ich wymagań funkcjonalnych i oferując konkretne wytyczne dotyczące wyboru, aby pomóc inżynierom i specjalistom ds. Zakupów w podejmowaniu bardziej świadomych decyzji.
Analiza funkcjonalna zabiegów powierzchniowych elementów łącznych

Zabiegi powierzchniowe dla łączników nie dotyczą nie tylko estetyki; Co ważniejsze, nadają określone właściwości funkcjonalne w celu spełnienia różnych środowisk aplikacji i wymagań wydajnościowych. Kluczowe funkcje obejmują:
Ochrona korozji: jest to główny cel. Metalowe elementy mocujące (zwłaszcza stal węglowa) są podatne na rdzę w wilgotnym, soli, chemicznym lub innych środowiskach żrących, co prowadzi do zmniejszonej wytrzymałości, naruszenia wyglądu, a nawet funkcjonalnej awarii. Warstwy obróbki powierzchni działają jako bariera fizyczna lub zapewniają ochronę elektrochemiczną (anodę ofiarną) w celu izolacji pożywki korozyjnej, znacznie przedłużając żywotność złącza.
Kontrola tarcia: Związek między momentem obrotowym zastosowanym podczas zaostrzenia a wynikową siłą mocowania (obciążenie wstępne) ma znaczący wpływ współczynnik tarcia. Specyficzne powłoki (np. Olej fosforanowy, powłoki płatków cynku ze zintegrowanym smarem) mogą zapewnić stabilny i przewidywalny współczynnik tarcia, zapewniając spójne obciążenie wstępne dla tego samego zastosowanego momentu obrotowego, co jest kluczowe dla niezawodności stawów krytycznych.
Odporność na zużycie: w zastosowaniach obejmujących częste montaż/demontaż lub ruch względny, wątki i głowy mogą się zużywać. Niektóre twarde powłoki (np. Kaurowanie, nitrowanie lub specyficzne platmy stopowe) mogą zwiększyć twardość powierzchni i zwiększyć odporność na zużycie.
Ograniczenie kruchości wodoru: elementy mocujące o wysokiej wytrzymałości (zazwyczaj klasa właściwości ≥ 10,9 lub klasa amerykańska 8 i wyższa) są podatne na wchłanianie wodoru podczas procesów marynowania kwasu i galwanizacji, co prowadzi do opóźnionego złamania (kruchość wodoru). Wybieranie procesów bez ryzyka kruchości wodoru (np. Spatlanie mechaniczne, powłoka płatków cynku) lub zapewnienie odpowiedniego pieczenia zwolnienia wodoru po poszyciu ma kluczowe znaczenie dla bezpieczeństwa śrub o wysokiej wytrzymałości.
Wygląd i identyfikacja: Obróbka powierzchniowa może zapewnić różne kolory i poziomy połysku, aby spełnić wymagania estetyczne produktu. Konkretne kolory (np. Niektóre kolory pasywacyjne, organiczne kolory powlekania) są czasami używane do różnicowania elementów łączących różne specyfikacje, materiały lub cele.
Przewodnictwo/izolacja: Większość powłok metali utrzymuje dobrą przewodność elektryczną, odpowiednia do zastosowań wymagających połączenia elektrycznego (np. Uziemienie). I odwrotnie, niektóre powłoki organiczne lub grube filmy pasywacyjne mogą oferować pewne właściwości izolacyjne.
Poprawa adhezji: Niektóre zabiegi (takie jak fosfor się) mogą zapewnić szorstką, porowatą powierzchnię, która poprawia przyczepność kolejnych zastosowań farby lub kleju.
Dogłębne spojrzenie na wspólne procesy oczyszczania powierzchni/powlekania mocujące
Oto kilka głównych procesów oczyszczania powierzchniowego elementu mocującego i ich charakterystyki:
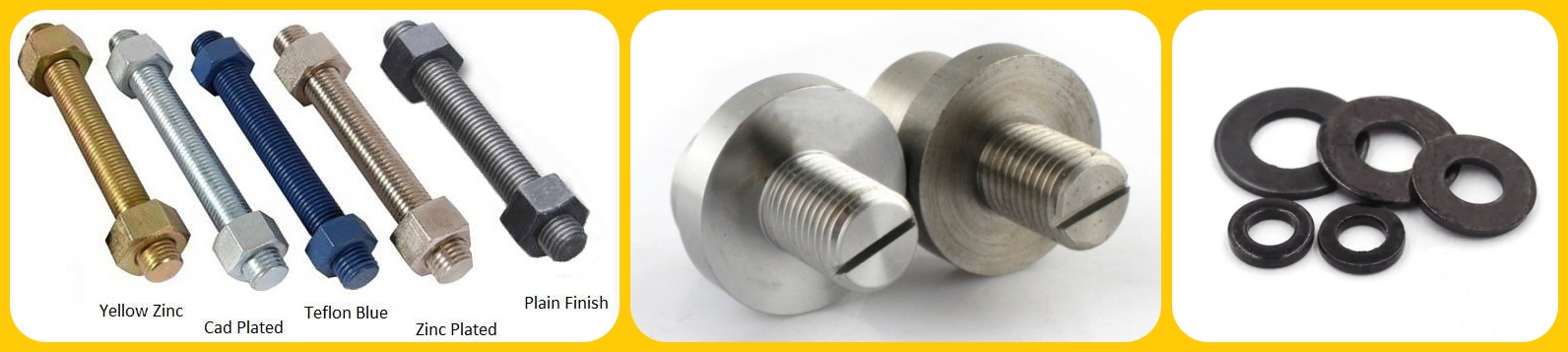
Electro-galwanizowanie / Cynk poszycie: Proces: Odkładanie warstwy cynku na powierzchnię łączników za pomocą metod elektrochemicznych. Zwykle następuje pasywacja (chromat lub nie chromat) w celu poprawy odporności i wyglądu korozji (wspólne wykończenia obejmują czyste/niebieskie, żółte opalizujące, czarne, oliwkowe, oliwkowe). Charakterystyka: Stosunkowo tani, jednolita powłoka, dobry wygląd, zapewnia podstawową ochronę korozji (anodę ofiarną). Warstwa pasywacji znacząco wpływa na ostateczną odporność na korozję. Ryzyko kruchości wodoru; Pieczenie z ulgą wodoru wymagane dla części o wysokiej wytrzymałości. Odporność na korozję: Godziny testowe umiarkowanego, neutralnego sprayu solnego (NSS) zwykle wynosi od 24h do 200H, w zależności od grubości i rodzaju pasywacji. Współczynnik tarcia: stosunkowo wysoki i zmienna, chyba że zastosowano określone traktowanie (takie jak szczery/smary). Zastosowania: Środowiska wewnętrzne, ogólne wykorzystanie przemysłowe, wnętrza samochodowe, elektronika, aplikacje o niskich wymaganiach korozji.
Galwanizacja na gorąco (HDG): Proces: Zanurzenie elementów łączących w stopionej cynku, tworząc grubą warstwę zawierającą stopy żelaza cynku i czystą cynk. Charakterystyka: bardzo gruba powłoka (zwykle> 40 μm), zapewnia doskonałą długoterminową ochronę korozji, szczególnie w przypadku trudnych środowisk zewnętrznych. Powierzchnia jest ogólnie bardziej szorstka niż galwanizacja i może wpływać na dopasowanie gwintu (często wymaga dużych nakrętek lub dodatków nici). Proces w wysokiej temperaturze ogólnie eliminuje ryzyko kruchości wodoru. Wyższy koszt niż poszycie cynkowe. Odporność na korozję: Doskonałe, godziny NSS często osiągają 500H do 1000 godzin. Współczynnik tarcia: wysoka i zmienna. Zastosowania: Stalowe roboty strukturalne, wieże przesyłowe zasilania, poręcze na autostradzie, stojak na panele słoneczne, ciężkie wyposażenie, zastosowania wymagające ochrony korozji długoterminowej.
Posiewanie mechaniczne: Proces: zimno (wpływowy) proszek cynkowy na powierzchni elementu przy użyciu szklanych koralików lub innych pożywek uderzeniowych w obracającej się lufie. Charakterystyka: Dobra jednolitość grubości powłoki i przyczepność. Kluczowa zaleta: Brak ryzyka kruchości wodoru, co czyni go idealnym dla mocników o dużej wytrzymałości. Odporność na korozję jest podobna lub nieco lepsza niż galwanizowany cynk o tej samej grubości. Odporność na korozję: umiarkowana do dobrej, w zależności od grubości powłoki. Współczynnik tarcia: podobny do galwozawnego cynku, można zmodyfikować za pomocą traktowania. Zastosowania: Połączki o wysokiej wytrzymałości (np. Śruby klasy 10.9/12,9), części wrażliwe na kruchość wodoru, składniki stali sprężynowej.
Fosforowanie: Proces: Zanurzenie elementów mocujących w roztworze fosforanowym w celu utworzenia nierozpuszczalnej powłoki konwersji fosforanu (powszechnie fosforanu cynku lub fosforanu manganu) poprzez reakcję chemiczną. Zwykle wymaga późniejszego olejowania lub woskowania w celu poprawy zapobiegania rdzy i smarowania. Charakterystyka: niski koszt. Sama warstwa fosforanowa oferuje ograniczoną ochronę rdzy, ale zapewnia doskonałą podstawę do olejków, wosków lub farb. Fosforan manganu oferuje dobrą odporność na zużycie i właściwości przeciwgalowe. Procesy fosforastowe mają również pewne ryzyko kruchości wodoru (mniej niż galwanizacja). Odporność na korozję: sama (sama warstwa fosforanowa), opiera się na kolejnej oliwy/wosku opartej na rdzy. Współczynnik tarcia: olej fosforanowy może zapewnić niski i stabilny współczynnik tarcia, często używany tam, gdzie wymagane jest precyzyjne obciążenie wstępne. Zastosowania: Jako podstawa uszczelnienia lub malowania oleju, komponenty silnika samochodowego, połączenia wymagające stabilnego tarcia, smarowanie w kształcie zimna.
Powłoka płatkową cynku (nieelektrolitycznie stosowany płatek cynkowy): Proces: Nakładanie farby zawierającej płatki cynkowe i/lub aluminium na powierzchnię mocistki za pomocą metod dip-spinowych lub rozpylania, a następnie utwardzania (pieczenia). Typowe marki to Dacromet®, Geomet®, Zink®, Magni®. Charakterystyka: Zapewnia bardzo wysoką ochronę korozji (efekty samoleczenia bariery ofiarnej). Osiąga wysoką oporność z cienkimi warstwami (zwykle 8-15 μm). Brak ryzyka kruchości wodoru, idealnego dla mocników o dużej wytrzymałości. Często obejmuje zintegrowane smary dla stabilnych i kontrolowanych współczynników tarcia. Kolory są zazwyczaj srebrne lub czarne. Odporność na korozję: bardzo wysoka, NSS godziny zwykle wynosi od 600 godzin do 1500 godzin. Współczynnik tarcia: można dokładnie kontrolować w określonych zakresach (np. 0,09 - 0,15) zgodnie z wymaganiami. Zastosowania: Przemysł motoryzacyjny (podwozie, części strukturalne, systemy hamulcowe), energia wiatrowa, maszyny budowlane, mocowanie o wysokiej wytrzymałości, zastosowania wymagające wysokiej odporności na korozję, swobodę kruchości wodoru i precyzyjną kontrolę momentu obrotowego.
Stating stopowy (np. Nickel cynku): Proces: współzałożycie dwoma lub więcej metali elektrochemicznie, takich jak cynk i nikiel (zwykle 12-15% NI). Wymaga również pasywacji. Charakterystyka: oferuje wyższą odporność na korozję i lepszą odporność na ciepło niż czyste poszycie cynkowe. Niższy potencjał korozji galwanicznej w kontakcie ze stopami aluminium. Dobry wygląd. Nadal niesie ryzyko kruchości wodoru; wymaga pieczenia wodoru. Wyższy koszt niż czyste gatowanie cynku. Odporność na korozję: wysokie, NSS godziny zwykle wynosi od 720H do 1000 godzin. Współczynnik tarcia: zależy od pasywacji i leczenia. Zastosowania: Automotive (zwłaszcza niedostateczne, kontakt z częściami aluminiowymi), lotniska, zastosowania wymagające oporności na korozję o wysokiej temperaturze.
Powłoki organiczne (np. Epoksydowe, PTFE): Proces: opryskiwanie lub zanurzenie żywice organiczne (takie jak epoksyd, poliuretan, PTFE) i je utrudniają. Charakterystyka: Zapewnij doskonałą odporność chemiczną i ochronę korozji (efekt barierowy). Dostępne w różnych kolorach. Powłoki PTFE oferują bardzo niskie tarcia i nieruchomości nieprzywierające. Grubsze powłoki mogą wpływać na dopasowanie wymiarowe. Odporność na korozję: bardzo wysoka, w zależności od rodzaju powłoki i grubości. Współczynnik tarcia: bardzo niski dla powłok PTFE. Różni się dla innych typów. Zastosowania: Sprzęt do przetwarzania chemicznego, inżynieria morska, zastosowania wymagające określonych kolorów, niskiego tarcia lub odporności chemicznej.
Pasywacja do stali nierdzewnej: Proces: nie „powłoki”, ale obróbka chemiczna (zwykle przy użyciu kwasu azotowego lub cytrynowego) w celu usunięcia wolnego żelaza i innych zanieczyszczeń z powierzchni stali nierdzewnej i promocji grubszej, bardziej jednolitej i bardziej obojętnej warstwy tlenowej bogatej w chrom (film pasywny). Charakterystyka: zwiększa nieodłączną odporność na korozję stali nierdzewnej, utrzymując jej metaliczny wygląd. Prosty i stosunkowo niedrogi proces. Odporność na korozję: poprawia naturalną odporność na korozję stali nierdzewnej. Współczynnik tarcia: stosunkowo wysoki. Zastosowania: Wszystkie rodzaje elementów złącznych ze stali nierdzewnej, szczególnie po obróbce lub do zastosowań wymagających wyższej czystości i odporności na korozję.
Specyficzne wskazówki dotyczące wyboru zabiegów powierzchniowych elementów łącznych
Wybór odpowiedniego leczenia powierzchniowego wymaga zrównoważenia środowiska aplikacji, wymagań dotyczących wydajności, kosztów i przepisów:
Podstawowe środowisko korozji wewnętrznej / niskiej korozji: Wymagania: Podstawowa zapobieganie rdzy, czysty wygląd. Zalecenia: Stating cynku (wyraźny/niebieski lub żółty opalizujący, grubość ≥ 5 μm) odpowiednia pasywacja. Olia fosforanowa o oliczanie rdzy, jeśli jest wrażliwe na koszty.
Ogólne środowisko zewnętrzne / przemysłowe (umiarkowana korozja): Wymagania: lepsza odporność na pogodę i zapobieganie rdzewieniu. Zalecenia: Grubsze poszycie cynkowe (≥ 8-12 μm) Wysoko wydajna pasywacja (np. Pasywacja gruba warstwy), splatanie mechaniczne lub powłoka płatków cynku na poziomie podstawowym.
Surowe środowisko na zewnątrz / morskie / wysoka wilgotność / chemikalia (wysoka korozja): Wymagania: długoterminowa, niezawodna ochrona korozji.
Zalecenia: Galwanizacja gorąca (HDG) (odpowiednia tam, gdzie tolerancja dopasowania gwintu jest mniej krytyczna), powłoka płatków cynku o wysokiej wydajności (Geomet®, Zintek®, Magni® itp.), Śledzenie ze stopu cynku lub wybrane elementy łączniki ze stali nierdzewnej (zalecane). Można również wziąć pod uwagę powłoki organiczne (np. Epoksydowe).
Zamocniki o wysokiej wytrzymałości (klasa nieruchomości ≥ 10,9): Wymagania: Unikaj ryzyka kruchości wodoru podczas zaspokajania potrzeb ochrony korozji.
Zalecenia: Priorytetyzuj procesy bez ryzyka kruchości wodoru: powłoka płatków cynku, poszycie mechaniczne. W przypadku stosowania galwanizacji (cynku lub cynku-nickel) upewnij się, że dokładne i skuteczne upieczenie wodoru według standardów, przy ścisłej kontroli procesu i walidacji. HDG ogólnie nie stwarza, że nie ryzykuje, ale pamiętaj o problemach z dopasowaniem wątków.
Wymaga precyzyjnego sterowania momentem obrotowym / stabilnym współczynnikiem tarcia: Wymagania: Wysoka spójność w obciążeniu wstępnym. Zalecenia: Olej/wosk fosforanowy, powłoki płatków cynku ze zintegrowanymi smarami, cynk/niszczenie cynku z uszczelniaczami smarującymi. Zawsze zapoznaj się z danymi dostawców w zakresie współczynnika zakresu tarcia (zwykle określonego w zdefiniowanych warunkach testowych).
Środowisko w wysokiej temperaturze (np. Komora silnika): Wymagania: Stabilność powlekania w podwyższonych temperaturach. Zalecenia: Such ze stopu cynku, niektóre wyspecjalizowane powłoki płatków cynku, fosformy manganu lub niepowlekane stali oporne na ciepło/stal nierdzewną. Standardowa wydajność poszycia cynku degraduje się w wyższych temperaturach (np.> 15 0 ∘ C).
Wymagania dotyczące wyglądu: Wymagania: konkretny kolor lub połysk. Zalecenia: Cynk Spating różne kolory pasywacyjne (przezroczysty/niebieski, żółty, czarny), czarny tlenek, powłoka płatkową cynku (srebrna/czarna/czarna), powłoki organiczne (różne kolory). Pasywana stal nierdzewna dla metalicznego wyglądu.
Wymaga przewodności elektrycznej (np. Uziemienie): Wymagania: Opór o niskim kontakcie. Zalecenia: Większość powłok metalicznych (cynk, cynk-nickel) oferuje dobrą przewodność, ale zauważ, że warstwy pasywacyjne mogą wprowadzić niewielką izolację. Unikaj grubych powłok organicznych. Upewnij się, że czyste powierzchnie kontaktu.
Kontakt z odmiennymi metaliami (np. Stopy aluminium): Wymagania: Minimalizuj ryzyko korozji galwanicznej. Zalecenia: Stopy ze stopu cynku-nickel (potencjał bliżej aluminium), powłoki płatków cynku (te zawierające korzyści z ofert aluminium) lub do izolacji używają podkładek/powłok izolacyjnych. Unikaj bezpośredniego kontaktu między zwykłą stalą/miedź i aluminium.
Kluczowe właściwości i rozważania dotyczące obróbki powierzchniowej
Odporność na korozję: Definicja: Zdolność do odporności na degradację środowiska, powszechnie mierzoną za pomocą neutralnego sprayu solnego (NSS) Godziny testowe (H) na standardy takie jak ISO 9227. Np. NSS 240H oznacza, że nie określony poziom korozji (zwykle czerwona rdza) pojawia się w ciągu 240 godzin w standardowej komorze sprayowej. Wybór: Wybierz odpowiednie godziny NSS w oparciu o kategorię korosicyjności środowiska usługowego. Ogólne wewnętrzne> 72h, wilgotne/ogólne na zewnątrz> 240H, ostre środowiska> 600H, a nawet 1000H.
Grubość powłoki/złożenia: Definicja: Grubość warstwy obróbki powierzchni, zwykle w mikrometrach (μm). Wpływ: bezpośrednio wpływa na odporność na korozję, koszt i dopasowanie (szczególnie w przypadku łączników gwintowanych). Nadmierna grubość może powodować problemy z montażem. Standardy takie jak ISO 4042 określają wymagania.
Współczynnik tarcia (COF / μ): Definicja: Parametr opisujący tarcie między nitkami i pod głową podczas dokręcania. Wpływ: Określa siłę zacisku (obciążenie wstępne) osiągnięte dla danego momentu zaostrzenia (t = k ⋅ f ⋅ d, gdzie k jest ściśle powiązane z COF). Stabilny i kontrolowany COF ma zasadnicze znaczenie dla wspólnej niezawodności. Wybór: W przypadku krytycznych połączeń wybrane powłoki zapewniające stabilny COF (np. Ofit cynkowy, olej fosforanowy). Patrz lub przetestuj zakres COF (zwykle 0,08-0.20) na podstawie wymagań projektowych.
Krwawianie wodoru (HE) Ryzyko: Definicja: Stal o wysokiej wytrzymałości pochłania wodór podczas produkcji lub poszycia, zmniejszając plastyczność i potencjalnie prowadząc do nieoczekiwanego opóźnionego łamania kruchego pod stresem. Wybór: W przypadku klasy właściwości ≥ 10,9 (lub twardość ≥ 320 h V) priorytetyzuj procesy bez ryzyka HE (poszycie mechaniczne, płatek cynkowy) lub zapewnić odpowiednie po pieczeniu po spładzie na standardy (np. ISO 4042).
Adhezja i plastyczność: Definicja: Jak dobrze powłoka wiąże się z metalem podstawowym i jego zdolnością do odporności na pękanie lub obieranie podczas naprężenia/deformacji. Wybór: powłoka musi wytrzymać naprężenia instalacyjne bez łuszczenia się. Oceniane za pomocą testów takich jak zginanie, uderzenie lub testy adhezji krzyżowej.
Odporność na temperaturę: Definicja: Maksymalna temperatura robocza, w której powłoka utrzymuje swoje właściwości (przede wszystkim ochronę korozji). Wybór: Wybierz na podstawie maksymalnej temperatury usługi. Należy zauważyć, że niektóre powłoki (takie jak standardowa pasywacja cynku) degradują się w podwyższonych temperaturach.
Koszt: Definicja: Względny koszt różnych procesów oczyszczania powierzchni. Wybór: Koszt równowagi z wymogami wydajności. Zasadniczo poszycie/fosfor się cynku są niższe, podczas gdy HDG/płatek cynku/cynk-nickel to wyższy koszt.
Przepisy środowiskowe: Definicja: Zasady takie jak UE ROH (ograniczenie substancji niebezpiecznych) i zasięg (rejestracja, ocena, autoryzacja i ograniczenie chemikaliów 1) Ogranicz stosowanie substancji takich jak chrom sześciowartościowy (CR6) i kadm (CD).

Jako krytyczne części C w łańcuchu dostaw motoryzacyjnych łączy, skuteczne zarządzanie kołkami piłki jest niezbędne do optymalizacji ogólnej wydajności łańcucha dostaw. Rozumiemy wyzwania, przed którymi stoją kupujący i inżynierowie w zapewnieniu stabilnych podaży, zmniejszeniu kosztów i poprawie jakości. Współpracując z nami, możesz:
Usuń zamówienia: Oferujemy rozwiązania kompleksowe, zmniejszając liczbę dostawców i koszty zarządzania.
Optymalizuj zarządzanie zapasami: Zapewniamy usługi dostarczania VMI (zapasy zarządzane przez dostawcę) i JIT (JIT-in-Time), zapewniając terminowe dostawy i zmniejszając gromadzenie zapasów.
Zwiększ kontrolę jakości: Mamy certyfikowany system produkcyjny IATF 16949, zapewniając najwyższe standardy.
Buduj długoterminowe partnerstwa: jesteśmy zaangażowani w ustanowienie długoterminowych, stabilnych partnerstw z naszymi klientami, wspólnie zajmując się wyzwaniami łańcucha dostaw i osiąganie wzajemnych korzyści.

Poznaj kilku członków naszego oddanego zespołu, gotowych Ci pomóc:
Coco Chen, dyrektor ds. Rozwoju biznesu: coco.chen@zjzrap.com
Freddie Xiao, menedżer konta: freddie.xiao@zjzrap.com
Brian Xu, techniczny asystent sprzedaży: brian.xu@zjzrap.com
Przeglądaj nasze możliwości i kompleksowy zakres produktów: https://www.zjzrqc.com/product
IATF16949 Certyfikowane

Adres kwatery głównej i fabryki:
Nr 680, Ya'ao Road, Daqiao Town, Nanhu District, Jiaxing City, prowincja Zhejiang, Chiny

 Mapa online, aby zobaczyć, gdzie dokładnie się znajdujemy:
Mapa online, aby zobaczyć, gdzie dokładnie się znajdujemy:

Strona LinkedIn • • • • • Produkty • Prezentacja wideo • Skontaktuj się z nami • Capafair Ningbo 2025

I uzyskaj bezpłatną konsultację!
-

Nr 680, Ya'ao Road, Daqiao Town, Nanhu District, Jiaxing City, prowincja Zhejiang, Chiny
-

+86-0573-82582688
-
+86-18858333555
-

zrqiche@163.com

Prawa autorskie © Zhejiang Zhongrui Auto Parts Co., Ltd.
